Fjädrande fjärilsventilerär den mest använda typen av fjärilsventil i industriella rörledningar. De använder elastiska material som gummi som tätningsyta och förlitar sig på "materialmotståndskraft" och "strukturell kompression" för att uppnå tätningsprestanda.
Den här artikeln introducerar inte bara strukturen, användningsområdena och materialen, utan analyserar dem också från allmän kunskap till djupgående logik.
1. Grundläggande förståelse för fjädrande fjärilsventiler (kort beskrivning)
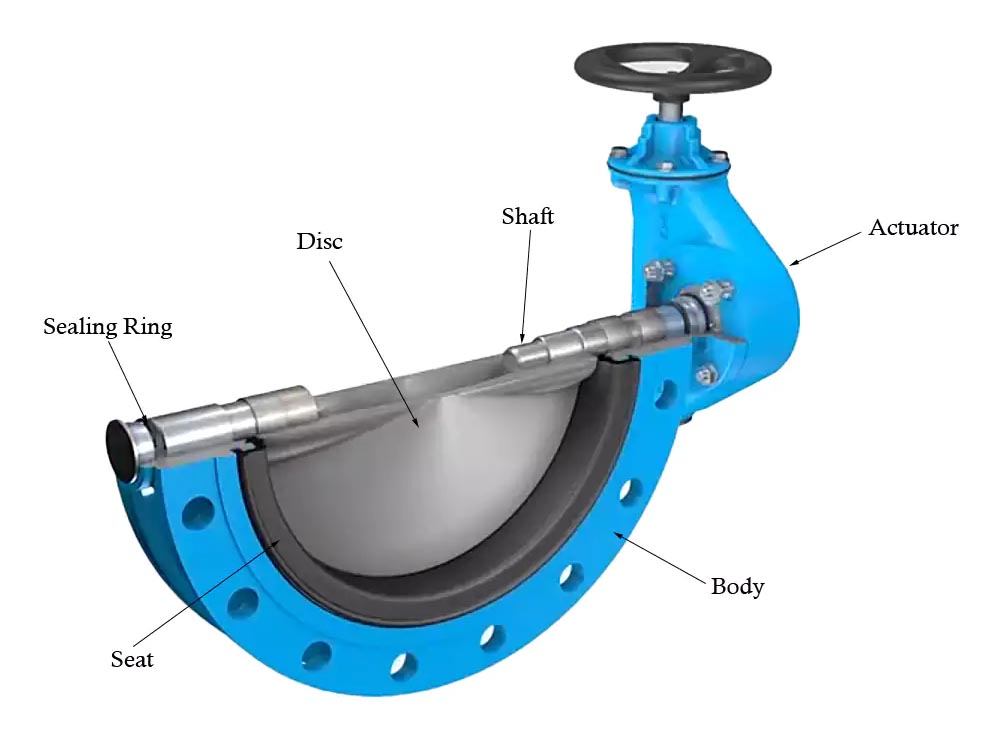
1.1 Grundstruktur
Ventilhus:Vanligtvis wafer-typ, kabeltyp eller flänsad typ.
Ventilskiva:En cirkulär metallplatta som komprimerar gummisätet när det är stängt för att skapa en tätning.
Ventilsäte:Tillverkad av elastiska material som NBR/EPDM/PTFE/gummifodrad, i samverkan med ventilskivan.
Ventilskaft:Använder oftast en design med en eller två axlar.
Ställdon:Handtag, snäckväxel, elektrisk, pneumatisk, etc.
1.2 Vanliga funktioner
Tätningsnivån uppnår vanligtvis noll läckage.
Låg kostnad och brett användningsområde.
Används mestadels i låg- till medeltryckssystem såsom vatten, luftkonditionering, VVS och lätt kemisk industri.
2. Missuppfattningar om fjädrande fjärilsventiler

2.1 Kärnan i tätning är gummiets motståndskraft
Många tror: "Fjädrande säten är beroende av gummifjädring för tätning."
Den sanna essensen av försegling är:
Ventilhus + ventilspindelns centrumavstånd + ventilskivans tjocklek + ventilsätets inbäddningsmetod
Tillsammans skapar de en "kontrollerad kompressionszon".
Enkelt uttryckt:
Gummit kan inte vara för löst eller för hårt; det är beroende av en "tätande kompressionszon" som styrs av bearbetningsprecision.
Varför är detta avgörande?
Otillräcklig kompression: Ventilen läcker när den är stängd.
Överdriven kompression: Extremt högt vridmoment, för tidigt åldrande av gummit.
2.2 Är en mer strömlinjeformad skivform mer energieffektiv?
Vanlig uppfattning: Strömlinjeformade ventilskivor kan minska tryckförlusten.
Detta stämmer enligt teorin om "strömningsmekanik", men det är inte helt tillämpligt på den faktiska tillämpningen av fjädrande fjärilsventiler.
Resonera:
Den huvudsakliga källan till tryckförlust i fjärilsventiler är inte ventilskivans form, utan den "mikrokanaltunneleffekt" som orsakas av att ventilsätets gummi krymper. Om ventilskivan är för tunn kan det leda till att tillräckligt kontakttryck misslyckas, vilket potentiellt kan leda till diskontinuerliga tätningslinjer och läckage.
En strömlinjeformad ventilskiva kan orsaka vassa punkter på gummit, vilket minskar dess livslängd.
Därför prioriterar konstruktionen av mjuktätande fjärilsventiler "tätningslinjestabilitet" framför effektivisering.
2.3 Mjuktätande fjärilsventiler har endast en mittlinjestruktur
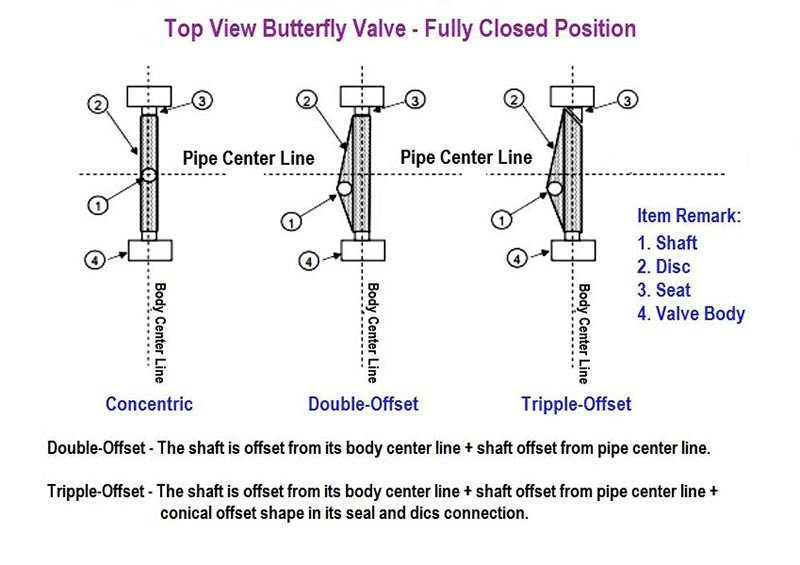
Det sägs ofta på nätet att excentriska fjärilsventiler bör använda hårda metalltätningar.
Verklig erfarenhet av ingenjörskonst visar dock att:
Dubbel excentricitet förbättrar livslängden på fjädrande fjärilsventiler avsevärt.
Resonera:
Dubbel excentricitet: Ventilskivan är endast i kontakt med gummit under de sista 2–3° av stängningen, vilket minskar friktionen avsevärt.
Lägre vridmoment, vilket leder till ett mer ekonomiskt val av ställdon.
2.4 Den viktigaste faktorn för gummisätet är "materialnamnet"*
De flesta användare fokuserar bara på:
EPDM-material
NBR
Viton (FKM)
Men det som verkligen påverkar livslängden är:
2.4.1 Shore-hårdhet:

Till exempel är Shore A-hårdheten för EPDM inte ett fall av "ju mjukare desto bättre". Vanligtvis är 65-75 den optimala balanspunkten, vilket uppnår noll läckage vid lågt tryck (PN10-16).
För mjukt: Lågt vridmoment men lätt att riva sönder. Vid högtryckstoppar (>2 MPa) eller turbulenta miljöer komprimeras mjukt gummi för mycket, vilket orsakar extruderingsdeformation. Dessutom mjukar höga temperaturer (>80 °C) gummit ytterligare upp.
För hårt: Svårt att täta, särskilt i lågtryckssystem (<1 MPa), där gummit inte kan komprimeras tillräckligt för att bilda en lufttät gränsyta, vilket leder till mikroläckage.
2.4.2 Vulkaniseringstemperatur och härdningstid
Vulkaniseringstemperatur och härdningstid styr tvärbindningen av gummimolekylkedjor, vilket direkt påverkar nätverksstrukturens stabilitet och långsiktiga prestanda. Typiskt intervall är 140-160 °C, 30-60 minuter. För höga eller för låga temperaturer leder till ojämn härdning och accelererad åldring. Vårt företag använder vanligtvis flerstegsvulkanisering (förhärdning vid 140 °C, följt av efterhärdning vid 150 °C). 2.4.3 Kompressionshärdning
Kompressionssättning avser den andel permanent deformation som gummi utsätts för under konstant belastning (vanligtvis 25–50 % kompression, testad vid 70 °C/22 timmar, ASTM D395) och inte kan återhämta sig helt. Det ideala värdet för kompressionssättning är <20 %. Detta värde är "flaskhalsen" för långvarig tätning av ventilen; långvarigt högt tryck leder till permanenta springor som bildar läckagepunkter.
2.4.4 Draghållfasthet
A. Draghållfasthet (vanligtvis >10 MPa, ASTM D412) är den maximala belastningen som gummit kan motstå före dragbrott, och är avgörande för ventilsätets slitstyrka och rivhållfasthet. Gummihalten och kimröksförhållandet bestämmer ventilsätets draghållfasthet.
I fjärilsventiler motstår den skjuvning från ventilskivans kant och vätskepåverkan.
2.4.5 Den största dolda faran med fjärilsventiler är läckage.
Vid olyckor med byggarbetsplatser är läckage ofta inte det största problemet, utan snarare ökningen av vridmomentet.
Det som verkligen leder till systemfel är:
Plötslig vridmomentökning → skador på snäckväxeln → utlösning av ställdonet → fastklämning av ventilen
Varför ökar vridmomentet plötsligt?
- Högtemperaturutvidgning av ventilsätet
- Vattenabsorption och expansion av gummit (särskilt EPDM av låg kvalitet)
- Permanent deformation av gummit på grund av långvarig kompression
- Felaktig utformning av gapet mellan ventilskaftet och ventilskivan
- Ventilsätet är inte ordentligt inbrutet efter byte
Därför är "momentkurvan" en mycket viktig indikator.
2.4.6 Noggrannheten i ventilhusets bearbetning är inte oviktig.

Många tror felaktigt att tätningen av mjuktätande fjärilsventiler huvudsakligen är beroende av gummi, så kraven på bearbetningsnoggrannhet för ventilhuset är inte höga.
Detta är helt fel.
Ventilhusets noggrannhet påverkar:
Ventilsätets spårdjup → tätningens kompressionsavvikelse, vilket lätt orsakar feljustering vid öppning och stängning.
Otillräcklig avfasning av spårkanten → repor vid montering av ventilsätet
Fel i ventilskivans centrumavstånd → lokaliserad överdriven kontakt
2.4.7 Kärnan i "helgummi-/PTFE-fodrade fjärilsventiler" är ventilskivan.

Kärnan i den helt gummi- eller PTFE-fodrade strukturen är inte att "ha en större yta som verkar korrosionsbeständig", utan att blockera mediet från att komma in i mikrokanalerna inuti ventilhuset. Många problem med billiga fjärilsventiler beror inte på dålig gummikvalitet, utan snarare:
Det "kilformade gapet" vid övergången mellan ventilsätet och huset är inte ordentligt åtgärdat.
Långvarig vätskeerosion → mikrosprickor → blåsbildning och utbuktning av gummi
Det sista steget är lokalt fel på ventilsätet.
3. Varför används fjädrande fjärilsventiler över hela världen?
Förutom låg kostnad finns det tre djupare orsaker:
3.1. Extremt hög feltolerans
Jämfört med metalltätningar har gummitätningar, på grund av sin utmärkta elasticitet, en stark tolerans för installationsavvikelser och små deformationer.
Även fel vid prefabricering av rör, flänsavvikelser och ojämn bultspänning absorberas av gummits elasticitet (detta är naturligtvis begränsat och oönskat, och kommer att orsaka viss skada på rörledningen och ventilen i det långa loppet).
3.2. Bästa anpassningsförmåga till systemtryckfluktuationer
Gummitätningar är inte lika "spröda" som metalltätningar; de kompenserar automatiskt tätningslinjen vid tryckfluktuationer.
3.3. Lägsta totala livscykelkostnad
Hårttätade fjärilsventiler är mer hållbara, men kostnaden och ställdonskostnaderna är högre.
I jämförelse är de totala investerings- och underhållskostnaderna för fjädrande fjärilsventiler mer ekonomiska.
4. Slutsats
Värdet avFjädrande fjärilsventilerär inte bara "mjuk tätning"
Mjuktätade fjärilsventiler kan verka enkla, men verkligt utmärkta produkter stöds av rigorös logik av ingenjörsklass, inklusive:
Exakt kompressionszondesign
Kontrollerad gummiprestanda
Geometrisk matchning av ventilhus och spindel
Ventilsätesmonteringsprocess
Momenthantering
Livscykeltestning
Det är dessa nyckelfaktorer som avgör kvaliteten, inte "materialnamn" och "utseendestruktur".
OBS:* DATA hänvisar till denna webbplats:https://zfavalves.com/blog/key-factors-that-determine-the-quality-of-soft-seal-butterfly-valves/
Publiceringstid: 9 december 2025